
Sinupower досліджує, якПрямокутні трубиповодитися під час процесів різання, свердління та зварювання в сучасних виробничих середовищах, де геометрія та відгук матеріалу безпосередньо впливають на точність і структурну надійність у подальших застосуваннях.
У виробничих майстернях прямокутні порожнисті профілі часто розглядаються як звичайні конструктивні елементи, але в реальності все дещо делікатніше. Їх плоскі поверхні, гострі кути та змінна товщина стінок створюють унікальні труднощі порівняно з круглими профілями. Кожен етап — різання, свердління та зварювання — потребує ретельного контролю напруги, тепла та деформації для підтримки точності розмірів і функціональної стабільності.
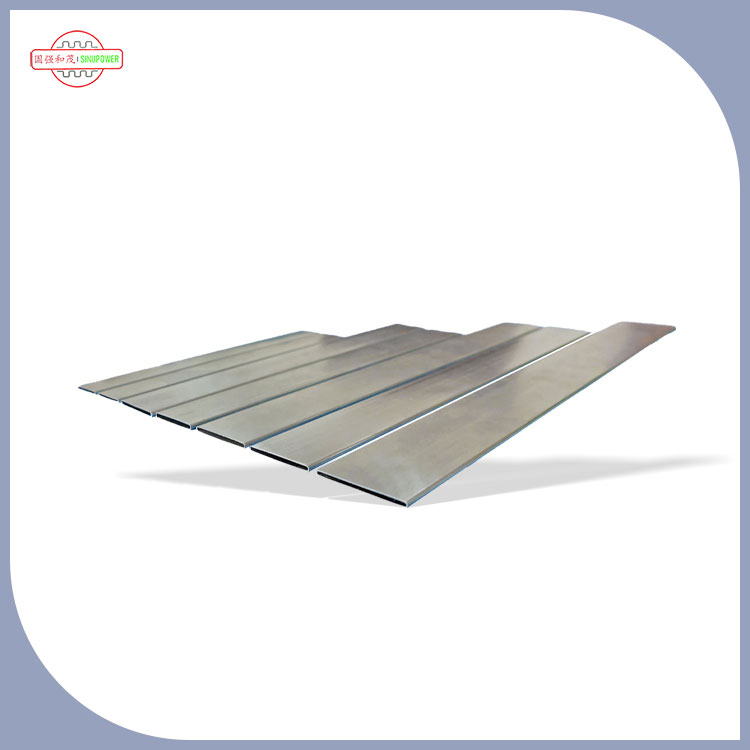
Прямокутні труби широко використовуються в системах, де ефективність простору та розподіл навантаження мають значення. Однак їхня геометрія створює нерівномірні точки концентрації напруги, особливо в кутах.
На відміну від круглих труб, де зусилля рівномірно розподіляються по кривизні, прямокутні профілі концентрують напругу вздовж країв. Ця характеристика стає особливо важливою під час виробничих процесів, де механічна сила та термічний вплив можуть змінити цілісність конструкції, якщо їх не контролювати належним чином.
Прямокутна форма забезпечує три ключові інженерні ефекти:
- Посилення кутового напруження
- Нерівномірний розподіл тепла під час зварювання
- Жорсткість, що залежить від напрямку
Ці ефекти впливають на планування та виконання кожного етапу виготовлення.
Різання — це перший крок, на якому прямокутні труби починають демонструвати залежну від геометрії поведінку. Незалежно від того, чи використовуються механічні пилки, абразивні системи чи методи термічного різання, матеріал по-різному реагує на плоских поверхнях і на кутах.
При механічному різанні:
- Плоскі поверхні забезпечують стабільний контакт леза
- Кути мають тенденцію генерувати стрибки вібрації
- Більш імовірне утворення задирок на краях
Жорсткість прямокутних секцій означає, що зусилля різання поглинаються нерівномірно, що вимагає контрольованої швидкості подачі, щоб уникнути викривлення.
Коли використовуються термічні методи, локальне нагрівання вносить різницю в розширенні на стінці труби. Оскільки прямокутна геометрія має кілька теплових шляхів, тепло розсіюється нерівномірно, іноді спричиняючи невелике викривлення, якщо охолодження не збалансоване.
Свердління представляє одну з найцікавіших взаємодій між силою інструменту та геометрією матеріалу. Плоскі граніПрямокутні трубизабезпечують стабільне входження інструменту, але внутрішній розподіл напруги змінюється, коли свердло проникає.
Під час буріння:
- Початковий контакт стабільний завдяки опорі на плоскій поверхні
- Середнє проникнення створює зони накопичення стружки
- Фаза виходу часто створює ризик деформації
Сторона виходу є особливо чутливою, оскільки опора матеріалу зменшується, що призводить до можливого утворення задирок або незначної овалізації отворів.
У міру просування свердла напруга перерозподіляється вздовж стінок труби. Кути можуть поглинати або відображати навантаження залежно від товщини та складу матеріалу. Це робить послідовність свердління залежною як від контролю подачі, так і від стратегії охолодження.
Зварювання прямокутних труб демонструє найскладнішу фізичну реакцію. Поєднання надходження тепла та геометричного обмеження призводить до локального розширення, звуження та утворення залишкової напруги.
На відміну від круглих секцій, які забезпечують більш плавну дифузію тепла, прямокутні профілі концентрують теплову енергію вздовж зварних швів і кутів. Це створює:
- Нерівномірні швидкості охолодження
- Локалізована деформація біля суглобів
- Накопичення залишкової напруги вздовж країв
Коли зварювана зона охолоджується, сили стиснення нерівномірно поширюються на плоскі панелі. Це може призвести до невеликого викривлення або кутового спотворення, якщо не збалансовано за допомогою контрольованої послідовності.
| Етап процесу | Основний виклик | Поведінка прямокутної трубки | Контроль Фокус |
| Нарізка | Вібрація краю | Концентрація напружень на кутах | Стабільність корму |
| буріння | Вихідна деформація | Нерівномірне зняття стресу | Підтримка та охолодження |
| Зварювання | Теплове спотворення | Кутова акумуляція тепла | Тепловий баланс |
| Постобробка | Корекція розмірів | Релаксація залишкової напруги | Контроль вирівнювання |
Це порівняння підкреслює, як кожен етап вводить різні механічні та термічні реакції, якими потрібно керувати незалежно.
Поведінка прямокутних труб залежить не тільки від геометрії, але й від матеріалу. Конструкції на основі алюмінію, міді та сталі по-різному реагують на механічні та термічні навантаження.
Профілі на основі алюмінію:
- Висока теплопровідність
- Швидше розсіювання тепла під час зварювання
- Більш схильний до локальної деформації при перегріванні
Профілі на основі сталі:
- Підвищена жорсткість конструкції
- Повільніше розповсюдження тепла
- Краща стійкість до деформації, спричиненої свердлінням
Вибір матеріалу впливає на те, наскільки агресивно можна виконувати кожен етап виготовлення без шкоди для структурної стабільності.
Якість поверхні після різання є критичним показником контролю виготовлення. Прямокутна геометрія забезпечує унікальну поведінку поверхні:
- Плоскі грані зберігають більш плавні лінії зрізу
- На кутах часто видно мікросколи
- Утворення задирок має тенденцію концентруватися на вихідних краях
Щоб підтримувати постійну якість кромок, потрібно збалансувати гостроту інструменту, швидкість подачі та контроль вібрації.
У високоточних застосуваннях вторинна фінішна обробка часто використовується для стабілізації геометрії краю перед наступними етапами виготовлення.
Однією з ключових проблем у виготовленні прямокутних труб є збереження вирівнювання отворів на плоских поверхнях.
Фактори, що впливають на точність:
- Зміна товщини стінки труби
- Прогин інструменту під навантаженням
- Нагрівання під час безперервного буріння
Зсув більш імовірний, коли кілька отворів свердляться поспіль без можливості термічного відновлення матеріалу.
Стратегія зварювання відіграє вирішальну роль у мінімізації викривлень. Оскільки прямокутна геометрія обмежує природні шляхи розширення, тепло має розподілятися в контрольованих послідовностях.
Загальні підходи до стабілізації:
- Чергування напрямків зварювання
- Короткі сегментовані шви
- Контрольовані інтервали охолодження
Ці методи зменшують накопичення залишкової напруги вздовж довгих країв.
Під час виготовлення прямокутні труби можуть зазнавати трьох основних типів спотворень:
- Кутова деформація на кутах
- Плоска поверхня вигинається внаслідок термічного звуження
- Скручування через нерівномірну послідовність зварювання
Кожен тип пов’язаний з окремим етапом виготовлення та вимагає цілеспрямованих методів корекції.
Ключове розуміння сучасної обробки полягає в тому, що різання, свердління та зварювання не є незалежними етапами. Кожен етап впливає на наступний.
Наприклад:
- Мікронапруга, викликана різанням, може посилити відхилення при свердлінні
- Нагрівання під час свердління може вплинути на стабільність зварювання
- Деформація під час зварювання може змінити остаточну точність розмірів
Ця взаємопов'язана поведінка робить планування процесу необов'язковим, а не необов'язковим.
З інженерної точки зору прямокутні труби під час виготовлення поводяться як системи з обмеженою енергією. Механічна сила, теплове навантаження та структурна геометрія постійно взаємодіють.
Замість того, щоб розглядати кожен процес окремо, сучасні підходи до виробництва зосереджуються на:
- Картування напруги в структурі труби
- Прогнозування теплового потоку під час зварювання
- Контроль вібрації під час різання та свердління
Цей інтегрований вигляд допомагає зменшити кумулятивну деформацію на етапах.
Прямокутні профілі зазвичай використовуються в системах, що вимагають компактної опори конструкції та спрямованого розподілу навантаження, таких як:
- Теплообмінні вузли
- Конструктивні каркасні системи
- Закриті рідинні канали
- Модульні механічні опори
У цих середовищах точність виготовлення безпосередньо впливає на стабільність системи та довгострокову продуктивність.
Поведінка прямокутних труб під час різання, свердління та зварювання регулюється взаємодією між геометрією, властивостями матеріалу та енергією процесу. Кожна стадія представляє різні механічні та термічні проблеми, якими необхідно керувати, щоб зберегти структурну цілісність і узгодженість розмірів.
В рамках цьогоSinupower Heat Transfer Tubes Changshu Ltd.продовжує вивчати динаміку виробництваПрямокутні трубияк частина ширших досліджень обробки прецизійних труб і розробки компонентів теплопередачі.