
Плоскі овальні трубкиє плоскими овальними в поперечному перерізі (довга вісь 80-200 мм, коротка вісь 30-80 мм), і такі проблеми, як переплетення перетин та надмірні задири, схильні при різанні правих кутів. Для досягнення точної обробки необхідні професійні процеси та інструменти для забезпечення якості подальшого зварювання чи складання.
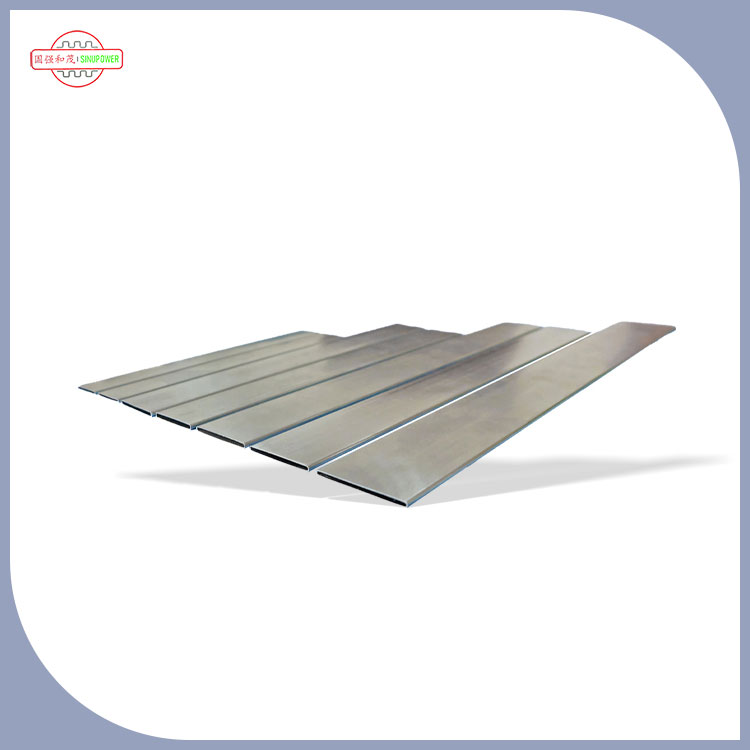
Складність різання зосереджена на характеристиках поперечного перерізу. Асиметрична структура плоских овальних труб ускладнює забезпечення точності прямого кута традиційного методу одного розміру. Якщо відхилення кута різання більше 1 °, зазор стику в стиках перевищує 0,5 мм, що впливає на міцність зварювання. Крім того, коли товщина стінки трубки (зазвичай 2-5 мм) нерівна, місцеве перегрівання та деформація схильні. Особливо при обробці матеріалів з нержавіючої сталі висока температура призведе до формування оксидної шкали, збільшуючи подальші витрати на шліфування.
Вибір інструменту повинен відповідати матеріалу та технічних характеристик. Для плоских овальних труб з низькою вуглецем рекомендується різання плазми (струм 80-120A) зі швидкістю різання 10-15 мм/с, а похибку вертикальності секції можна керувати в межах 0,3 мм/м; Для матеріалів з нержавіючої сталі є кращим лазерним різанням (потужність 500-1000 Вт), що реалізує безконтактну обробку через високоенергетичні світлові промені, що передаються оптичним волокном, із зоною, що постраждала від тепла <0,1 мм, щоб уникнути міжгранулярної корозії. Тонкостінні трубки (товщина <3 мм) можуть використовувати різання дроту ЧПУ з точністю ± 0,01 мм, що підходить для точної обробки компонентів.
Процес операції фокусується на встановленні позиціонування та параметрів. Перед різанням фурнітури труби потрібно закріпити світильниками, щоб переконатися, що лінія різання перпендикулярна до осі (відхилення ≤0,5 °), а силу затискача кріплення керується при 5-10 мПа для запобігання деформації; Під час розрізання плазми насадка зберігається в 3-5 мм від стінки труби, а тиск газу (повітря або азот) встановлюється на 0,6-0,8 мпА, щоб уникнути розбіжності дуги; Лазерне різання повинно регулювати положення фокусування відповідно до товщини стінки, а фокус товщинних стінних труб регулюється до 1/3 стінки труби для поліпшення проникнення різання.
Подальша обробка впливає на остаточну якість. Після різання кутова шліфувальна машина (з шліфувальним колесом на 120 грі) необхідна для видалення зади, щоб зробити шорсткість поперечного перерізу Ra≤12,5 мкм; Труби з нержавіючої сталі потрібно пасити (занурювати в розчин азотної кислоти протягом 10-15 хвилин), щоб запобігти іржі на розрізі. Для сцен з високою точністю (наприклад, збіркою автомобільної витяжної труби), відхилення прямого кута потрібно виявити за допомогою трикоординатного вимірювального приладу, щоб забезпечити відповідність стандарту толерантності ± 0,1 °.
Різання правих кутів на fЛат овальні трубкивимагає врахування як продуктивності обладнання, так і деталей процесу. За допомогою точного позиціонування, оптимізації параметрів та подальшої обробки можуть бути досягнуті плавний переріз та точний ефект обробки кута, забезпечуючи основну гарантію для герметичної та структурної міцності трубопроводу.